Início / MRM / Otimização do Projeto do Produto / Desenvolver e Testar Protótipos BETA
Trata-se de desenvolver e testar protótipos cuja função é provar que as soluções desenvolvidas para o produto ou subsistema como um todo cumprem as métricas de qualidade e/ou atendem às necessidades do cliente.
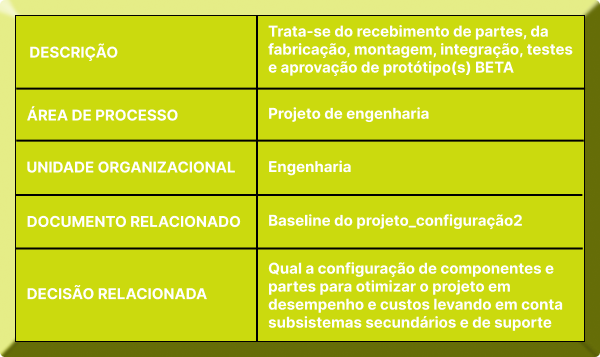
O planejamento do protótipo BETA deve deixar claro para a equipe de projeto quais serão as especificações a serem testadas. Isso significa que os testes aos quais o produto será submetido devem ser detalhados. O detalhamento dos testes implica na determinação das condições ambientais, dos dispositivos de medição e do procedimento de teste a ser aplicado ao produto. Esse detalhamento deve ser derivado do plano de gestão de parâmetros críticos e das análises realizadas na fase de otimização.
O protótipo BETA objetiva comprovar que o produto completamente integrado atende às especificações de projeto.
Pode haver mais de uma unidade de protótipo BETA desenvolvido. O importante é que ao final do ciclo de projeto-construção-teste da fase de otimização, o protótipo cumpra as especificações e permita a otimização do projeto, ou seja, a verificação das formas mais econômicas de atender aos parâmetros críticos de projeto. Para tanto, é importante que sejam desenvolvidos métodos e sistemas de medição capazes de garantir a leitura dos dados de sinais de transferência, ruídos, parâmetros de ajuste e demais elementos do projeto do produto que sejam necessários à demonstração da forma pela qual o produto atende às suas especificações.
Em suma, o protótipo BETA tem duas funções básicas. A primeira é testar o produto completo, com design, carenagem, equipamentos de suporte etc. A segunda é otimizar o projeto original fazendo uso dos conceitos de projeto de experimentos, projeto robusto, cálculo de capabilidade de parâmetros e demais aspectos relacionados no plano de gestão de parâmetros críticos do projeto.
REF.: Essa atividade é baseada na fase 3B do processo CDOV descrito por CREVELING et. All. (2003) como formato necessário aos testes de verificação quando se utiliza a abordagem DFSS no projeto de novos produtos.
Pode haver mais de uma unidade de protótipo BETA desenvolvido. O importante é que ao final do ciclo de projeto-construção-teste da fase de otimização, o protótipo cumpra as especificações e permita a otimização do projeto, ou seja, a verificação das formas mais econômicas de atender aos parâmetros críticos de projeto. Para tanto, é importante que sejam desenvolvidos métodos e sistemas de medição capazes de garantir a leitura dos dados de sinais de transferência, ruídos, parâmetros de ajuste e demais elementos do projeto do produto que sejam necessários à demonstração da forma pela qual o produto atende às suas especificações.
Em suma, o protótipo BETA tem duas funções básicas. A primeira é testar o produto completo, com design, carenagem, equipamentos de suporte etc. A segunda é otimizar o projeto original fazendo uso dos conceitos de projeto de experimentos, projeto robusto, cálculo de capabilidade de parâmetros e demais aspectos relacionados no plano de gestão de parâmetros críticos do projeto.
REF.: Essa atividade é baseada na fase 3B do processo CDOV descrito por CREVELING et. All. (2003) como formato necessário aos testes de verificação quando se utiliza a abordagem DFSS no projeto de novos produtos.
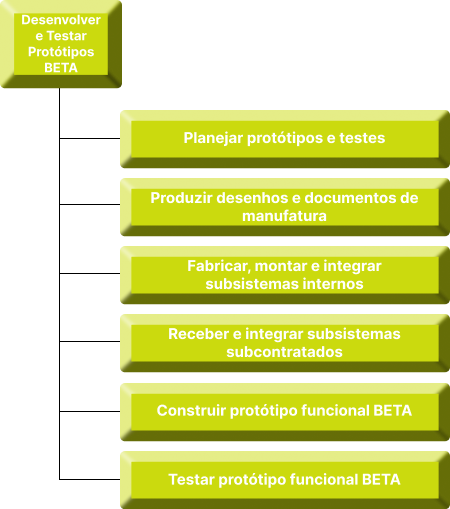
Todos os itens críticos identificados devem ter testes a eles relacionados. Há um processo de manufatura relacionado com a confecção de protótipos. Esse processo especifica as atividades relativas ao recebimento e à integração de partes subcontratadas, assim como ao recebimento, montagem e integração de partes de fabricação própria. Similarmente à etapa de testes com os protótipos ALFA, deve-se adotar um esquema de estruturação de redes de cliente-fornecedor internamente à empresa. Os setores de manufatura, na atividade de prototipagem são fornecedores da área de projetos.
Devem-se, entretanto, adotar um rigoroso processo de inspeção de todos os componentes, partes e subsistemas a serem integrados de maneira a subsidiar o projeto do controle de qualidade do produto a ser sistematizado na fase seguinte do MRM.
Uma vez que o protótipo BETA esteja totalmente integrado, deve-se conectá-lo aos equipamentos de teste desenvolvidos os quais devem ser focados em medir as respostas críticas de projeto e permitir o monitoramento dos fatores críticos de ajuste. Deve-se realizar uma rodada de testes para verificar a realização das medidas dos CFRs e dos CAPs.
O time responsável pelos testes funcionais do protótipo BETA deve então realizar testes de stress no produto. Esses testes consistem em experimentos especialmente projetados para infringir ruído ao sistema e para jogar os parâmetros de ajuste e fatores de controle de robustez nos limites teóricos previstos na análise de tolerância. Os resultados das respostas críticas do sistema devem ser monitorados ao longo desses testes. A magnitude e efeito direcional dos fatores de ruído devem ser cuidadosamente planejados, assim como os limites estabelecidos para as tolerâncias que influenciam os parâmetros críticos do projeto. Ao final, devem ser calculados os valores de Cp resultantes dos testes de stress.
Devem-se, entretanto, adotar um rigoroso processo de inspeção de todos os componentes, partes e subsistemas a serem integrados de maneira a subsidiar o projeto do controle de qualidade do produto a ser sistematizado na fase seguinte do MRM.
Uma vez que o protótipo BETA esteja totalmente integrado, deve-se conectá-lo aos equipamentos de teste desenvolvidos os quais devem ser focados em medir as respostas críticas de projeto e permitir o monitoramento dos fatores críticos de ajuste. Deve-se realizar uma rodada de testes para verificar a realização das medidas dos CFRs e dos CAPs.
O time responsável pelos testes funcionais do protótipo BETA deve então realizar testes de stress no produto. Esses testes consistem em experimentos especialmente projetados para infringir ruído ao sistema e para jogar os parâmetros de ajuste e fatores de controle de robustez nos limites teóricos previstos na análise de tolerância. Os resultados das respostas críticas do sistema devem ser monitorados ao longo desses testes. A magnitude e efeito direcional dos fatores de ruído devem ser cuidadosamente planejados, assim como os limites estabelecidos para as tolerâncias que influenciam os parâmetros críticos do projeto. Ao final, devem ser calculados os valores de Cp resultantes dos testes de stress.
Devem ser então realizadas avaliações formais da confiabilidade do sistema. Isso é realizado impondo condições limite de funcionamento ao sistema/produto com todas as partes e componentes ajustadas para produzirem o melhor desempenho possível e operação normal. Nessa condição devem ser realizados screening de stress ambiental (environmental stress screening – ESS), testes de vida acelerada (highly accelerated life testing – HALT) e testes de stress acelerado (highly accelerated stress testing – HAST). Os modos de falha que surgirem devem ser tratados de maneira a aumentar a confiabilidade do sistema.
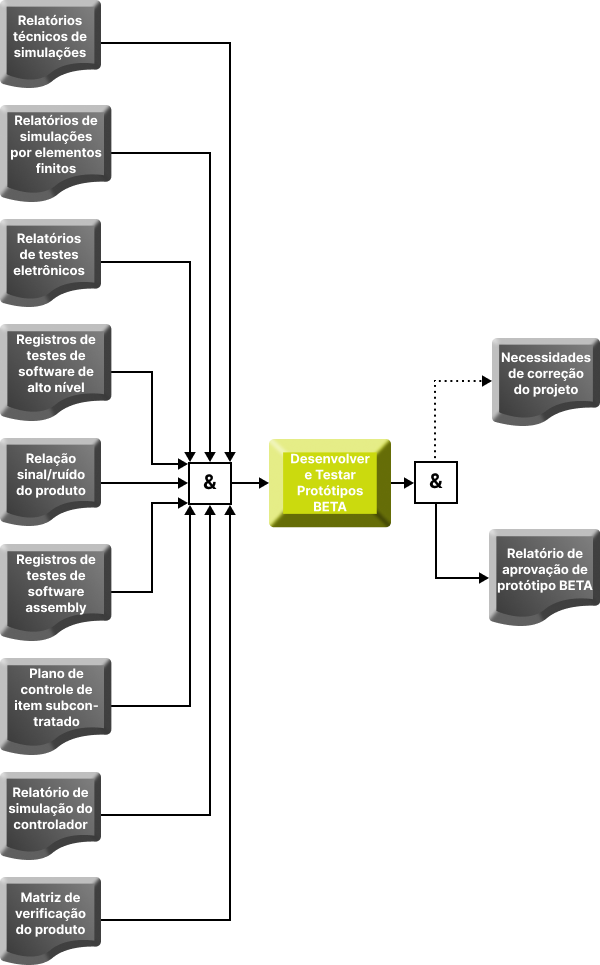
As entradas para a atividade de confecção e teste de protótipos BETA são as saídas das atividades técnicas e de acompanhamento de fornecedores realizadas ao longo da fase de otimização. Ou seja, todos os relatórios de simulação e de testes com protótipos parciais de bancada são utilizados, assim como os resultados do teste com o protótipo ALFA e a baseline de projeto da fase de projeto técnico (configuração_1) juntamente com a MATRIZ DE VERIFICAÇÃO do projeto que deve ter sido atualizada com os resultados das análises realizadas na fase de otimização.
Um relatório de testes é gerado para cada protótipo BETA testado. Caso os testes resultem no atendimento dos requisitos, esse relatório é acrescido dos procedimentos de testes, fabricação e montagem utilizados no protótipo aprovado e é gerado um relatório de aprovação. Caso negativo, são geradas necessidades de revisão do projeto.
As entradas para a atividade de confecção e teste de protótipos BETA são as saídas das atividades técnicas e de acompanhamento de fornecedores realizadas ao longo da fase de otimização. Ou seja, todos os relatórios de simulação e de testes com protótipos parciais de bancada são utilizados, assim como os resultados do teste com o protótipo ALFA e a baseline de projeto da fase de projeto técnico (configuração_1) juntamente com a MATRIZ DE VERIFICAÇÃO do projeto que deve ter sido atualizada com os resultados das análises realizadas na fase de otimização.
Um relatório de testes é gerado para cada protótipo BETA testado. Caso os testes resultem no atendimento dos requisitos, esse relatório é acrescido dos procedimentos de testes, fabricação e montagem utilizados no protótipo aprovado e é gerado um relatório de aprovação. Caso negativo, são geradas necessidades de revisão do projeto.
![]()